Approximate clinker production: 2.04 million tonnes
Raw materials:
Carboniferous Limestone (Clwyd Limestone Group: 326-352 Ma) by ship from the Little Orme: 281850,382300, Llandudno, Caernarfonshire
Silurian shale (Mudstone of the Elwy Formation: 419-423 Ma) from Garth Fawr: 281890,378750, Llangwstenin, Caernarfonshire crushed at the quarry, transferred by belt to Mochdre station, thence by rail.
Sometimes known as Ship Canal Works or Stanlow Works. This was the first example of a plant established to employ Carboniferous materials explicitly for the dry rotary kiln process. The prospectus claimed the advantages of wharfs on the Manchester Ship Canal and the Shropshire Union Canal and connection to the Wirral railway, allowing distribution into markets in Lancashire and the Midlands, as well as exports, and low production costs afforded by an “efficient site”. The dry process was said to have been “for many years in successful operation in the United States and Canada”. In fact, the launch of the company, as early as 1908, was heralded as a major threat to the old-established firms, and APCM issued a statement commenting that “attempts have been made to start these works for some considerable time past”. There are no cement raw materials in the vicinity, and both limestone and shale were brought by 74-km trip from North Wales.
The plant was built on a site previously occupied by the Stanlow Works of the Smelting Corporation, and much of its infra-structure seems to have been retained. The quarry had from 1889 supplied limestone to the Scottish steel industry, and its wharf was designed to load fair-sized ships of the time. Although, perhaps understandably, the dates are not recorded, the dry process was abandoned in favour of wet process – evidently in 1920, when both wet rawmills and kilns A4 and A5 were installed. The plant did not function profitably until after 1920. It would appear that the small kilns were adapted for optional slurry feed at that point, and that in fact they nearly always functioned as wet kilns thereafter. The plant became the first acquisition and core plant of what was to become the Red Triangle group in 1926, and substantial new investment began, with a sixth kiln, new despatch facilities for peak rates of 12,000 t/week, and up-rating of the Little Orme quarry. However, after the Blue Circle takeover, the plant was quickly shut down, although the Ship Canal wharf and despatch facility continued to be operated by them for some time. The relatively new kiln A6 was transferred to Harbury as kiln B1. The site was re-developed and is now mainly covered by an ancillary part of the Stanlow petrochemicals complex, and partly by the M53. No traces remain. The limestone quarry shut down in 1936.
Power Supply
The plant was electrically powered from the outset, using turbo-generators. The power-house was demolished following supply of purchased power from Runcorn in 1921.
Rawmills
Initially for the dry process, there were three Fuller ball-race mills, four Griffin mills and a ball- and tube-mill combination. The crushed raw materials were passed through Ruggles-Cole rotary driers, then combined by weight and fed to the mills. The finished rawmix was delivered to a storage bin from which the feeds for the kilns were withdrawn, with no attempt at blending. For the wet process, there were four 260 kW ball- and tube-mill sets, in closed circuit with Trix separators.
Six rotary kilns were installed:
Kiln A1
Supplier: Polysius?
Operated: Early December 1912-1929
Process: Dry as installed: converted to wet process around 1920
Location: hot end 340951,376635: cold end 340932, 376661: entirely enclosed.
Dimensions: metric 35.00 × 2.400
Rotation (viewed from firing end): ?
Slope: ?
Max speed: ?
Kiln profile: ?
Cooler: ? there is no mention of coolers in the plant list. Kilns 1-3 may have had a cooling zone in the nose, as with the contemporary Masons A1.
Cooler profile: ?
Fuel: Coal
Coal Mill: indirect fired: 3 Griffin mills and 2 Fuller ball-race mills used in common on kilns 1-3.
Exhaust: direct to stack.
Typical Output: 1912-1920 75 t/d: 1920-1929 84 t/d
Typical Heat Consumption: 1912-1920 9.1 MJ/kg: 1920-1929 9.0 MJ/kg
Kiln A2
Operated: Mid January 1913-1929
Location: hot end 340956,376639: cold end 340937, 376664: entirely enclosed.
Identical in all other respects to A1.
Kiln A3
Operated: ?February 1914-1929
Location: hot end 340961,376642: cold end 340942, 376668: entirely enclosed.
Identical in all other respects to A1.
Kiln A4
Supplier: Ernest Newell
Operated: 11/1921-03/1932
Process: Wet
Location: hot end 340981,376651: cold end 340945,376700: hot end enclosed.
Dimensions: 200’0” × 9’0” (metric 60.96 × 2.743)
Rotation (viewed from firing end): ?anticlockwise
Slope: ?
Max speed: ?
Drive: 52 kW
Kiln profile: 0×2743: 60960×2743: Tyres at 2134, 17069, 35367, 54254
Cooler: rotary beneath kiln
Cooler profile: ?
Fuel: Coal
Coal Mill: indirect fired: Fuller-Lehigh ball-race mill.
Exhaust: via drop-out box to stack
Typical Output: 168 t/d
Typical Heat Consumption: 7.5 MJ/kg
Kiln A5
Operated: 9/1922-01/1932
Location: hot end 340988,376656: cold end 340952, 376705: hot end enclosed.
Rotation (viewed from firing end): ?clockwise
Identical in all other respects to A4.
Kiln A6
Supplier: Ernest Newell
Operated: 7/1927-12/1931
Process: Wet
Location: hot end 340974,376646: cold end 340938,376695: hot end enclosed.
Dimensions: 200’0” × 9’10½”B / 9’0”CD (metric 60.96 × 3.010 / 2.743)
Rotation (viewed from firing end): clockwise
Slope: ?
Max speed: ?
Drive: 37 kW
Kiln profile: 0×2743: 3048×2743: 4267×3010: 14808×3010: 16129×2743: 60960×2743: Tyres at 2134, 17170, 29324, 39624, 54254
Cooler: rotary 70’10½” × 7’4½”/ 6’4” (metric 21.60 × 2.248 / 1.930) beneath kiln
Cooler profile: 0×2248: 5563×2248: 6528×1930: 21603×1930: Tyres at 4318, 15138
Fuel: Coal
Coal Mill: indirect fired: Fuller-Lehigh ball-race mill.
Exhaust: via drop-out box to stack
Typical Output: 175 t/d
Typical Heat Consumption: 7.5 MJ/kg
Sources::
Primary Sources:
Peter J. Aspinall and Daphne M. Hudson, Ellesmere Port: the Making of an Industrial Borough, Borough Council of Ellesmere Port, Neston and South Wirral, 1982, ISBN 0 95076 660 4, pp 80-81, 139-140 and plate XV
the plant is described (anonymously) in Blount, pp 95-96 (read this)
a complete inventory of the plant as at 1921 is available in fire insurance documents held by Cheshire Record Office, document D 2429 (see a summary of this)
Jackson, pp 279, 297: states raw material is "bunter sandstone"; production 12,000 t/week.
The Ship Canal Portland Cement Manufacturers Ltd were constituted in 1912 to operate the newly constructed independent plant at Ellesmere Port. The project was conceived as a large-scale, highly efficient operation that would revolutionize the industry and destroy its dyed-in-the-wool Old Guard. However, the plant was not successful as planned. The plant was the first to be taken over by Henry Horne in 1926 in the formation of the Red Triangle group. After takeover by Blue Circle in 1931, it was immediately closed. In Ellesmere Port: the Making of an Industrial Borough (1982), its demise is attributed to "locational disadvantages in relation to the main markets in areas of the more prosperous Midlands and South East". More pertinent was the absurdity of siting the plant 80 km away from its raw materials.
It is interesting to speculate what would have happened if (as is obvious in retrospect) the plant had been located in the Little Orme quarry, with its excellent deep water wharf. Transportation costs would have been much lower, delivery to Liverpool and Manchester would have been unaffected, while the cement-starved markets of Ireland and Scotland would have been at their mercy. This would have allowed the plant to be the disruptive innovator that it was intended to be. Red Triangle would have destroyed Blue Circle in the 1920s. There might even have been no CRH. "Modernisation" of the industry in Britain might have been brought forward 25 years.
Values of imperial units (as of 1921) used in the text (alphabetical order): 1 acre = 0.40468424 Ha: 1 ft = 0.30479947 m: 1 gallon = 4.5460756 dm3: 1 HP (horse-power) = 0.7456998 kW: 1 inch = 25.399956 mm: 1 psi (pound-force per square inch) = 6.89478 kPa: 1 ton = 1.01604684 tonne: 1 yard = 0.91439841 m.
The directors produced this update report to shareholders and plea for more money, following long delays in commissioning the plant, on 7th January 1913. The text follows:
DEAR SIR,
The Directors present the following interim report to the Shareholders:-
The installation of the first unit of plant is now practically complete and a trial run has been in operation during the last few weeks and good quality cement manufactured. The trial run showed the advisability of making a few alterations in certain mechanical details of that part of the plant handling the raw materials, and advantage was taken of the Holiday Season to cease operations to enable these improvements to be effected, and these are now nearing completion, and it is anticipated that the first kiln will be re-started in a few days. The second kiln will be put in operation at the earliest opportunity.
Since the issue of the Annual Report, it was deemed advisable for the Company to have complete control of the Little Orme's Head Quarry, in order that the output necessary for the successful operation of the Cement Works should in no way be hampered. The funds necessary for the exercise of the Company's option were provided by two of your Directors, Messrs. Parke and Boddington, and the transfer of the property to the Company is now in course of completion, the loan of £35,000 made by these gentlemen being secured by a mortgage on this property. The Company's Bankers have advanced a further £25,000 upon a Debenture, which has been guaranteed by the original Directors.
The expenditure to date upon the properties acquired and on and in relation to the construction of plant at the Cement Works and the Quarries has been approximately £240,000. It will be within the recollection of the Shareholders that Messrs. Michael Faraday & Co., in April last, valued the properties (inclusive of the £27,500 necessary to exercise the option to purchase the freehold of the Stanlow Estate) at £312,126.
It was anticipated that the Works would have been started in August last, but difficulties of labour and the late delivery of parts of the plant have led to an unexpected delay, which, together with the large outlay towards the subsequent units, has caused a considerable increase in the Estimated Capital Expenditure.
The best method of providing further funds has engaged the serious attention of your Board. The Directors believe that it is inexpedient to put on the market a public issue of Preference Shares until the first unit has been in working operation for some months, when the anticipated profits can be fully demonstrated. At the same time the Board are undesirous of increasing the present Ordinary Share Capital. To bridge over this intervening period our largest Shareholder has agreed to place at the disposal of the Directors for sale 20,000 of his holding of Ordinary Shares.
It has been determined to offer these Shares for sale at a premium fixed so as to equalise the position of the original Shareholders, in the manner explained in the Annual Report, the excess above par simply representing interest at 5 per cent. per annum upon the par value. The proceeds to be derived from this offer of Shares will be advanced to the Company free of any interest, and the loan is not re-payable until the expiration of six calendar months after a dividend at the rate of 20 per cent. has been paid on the Ordinary Shares.
The present Shareholders are given a preferential right of purchasing these 20,000 Shares, and the price (free of all stamp duty and transfer fees) has been fixed at 21s. 7d. per Share. The Directors believe that these proposals are calculated to most strongly conserve the interests of the Shareholders, and that a large majority of the holders of Ordinary Shares will desire to take the opportunity of increasing their holdings. In the event of these Shares being over applied for, they will be allocated to the applicants in proportion to the amounts applied for by them respectively.
If you desire to take advantage of this offer, please fill in the enclosed form, and forward it to the Secretary not later than 14th January, 1913, with a cheque at the rate of 10s. per Share for such number of Shares as you desire to purchase. In return, a transfer will be sent to you for your acceptance, and the shares will be registered in your name and certificate issued on payment of the balance, viz. : 11s. 7d. per Share.
In conclusion, I am desired to say, that at the practical conclusion of the initial construction work, the Directors desire to confirm the views expressed by your Chairman at the Annual Meeting, that a prosperous future should be enjoyed by this Company.
BY ORDER OF THE BOARD,
Yours faithfully,
E. A. KENYON,
Secretary.
Given below are three sources of information on the obscure but important Ellesmere Port. The first is a brief mention by Bertram Blount in his 1920 book, describing the original form of the plant. The second is a list of assets in a 1925 insurance schedule, showing the equipment when the development of the plant was almost complete. The third is a prospectus for a share issue in 1926 in connection with the final phase of development of the plant.
The Ellesmere Port plant was a classic example of a plant of the "promoter era". Plants of this sort include Aberthaw, Humber, Kent, Dunstable, Holborough and Barrington. The common philosophy of these plants - and companies - was for new entrants to set up an "independent" plant, using what was imagined to be the latest technology, and to grab market with low prices based on low manufacturing costs and "efficient" management, it being felt, not without justification, that the existing industry establishment was inefficient, unadventurous and sclerotic. The promoters tended, however, to greatly overestimate their own talents, and, with the exception of Aberthaw and perhaps Holborough, all got into major financial difficulties, often before the plant had even started. Again with the exception of Aberthaw, all ended up being absorbed by larger companies at an early stage.
The Ellesmere Port plant was a particularly extreme example. The promoters "came out of nowhere" around 1908, and from the outset loudly publicised the project as a disruptive technology that would not merely be competitive, but would destroy its competition. The central philosophy was that a plant on the Manchester Ship Canal could supply cheaply into Liverpool and Manchester - and even the Midlands via the Ellesmere canal and the Clyde by sea, displacing the product either brought by rail from the northeast coast, or by sea from Thamesside. A second key strategy was to obtain low manufacturing costs by use of the dry process. The fact that there were no local raw materials was glossed over with the claim that the plant's "unrivalled transport facilities" could source distant raw materials cheaply. The plant was acquired by Henry Horne and became the "home" plant of his Red Triangle Group. The high cost of raw materials and the failure of the dry process kilns prevented any money being made in the first ten years: further capital injections took place during the rest of the plant's life, in the hope that good times were round the corner, but the plant probably never made money, and when Red Triangle collapsed, it was promptly closed.
Despite the commitment of the promoters to the use of state-of-art technology, the picture that emerges is of a plant that was seriously out-of-date from the outset. There are uncanny similarities to the Norman plant, commissioned in 1904, particularly in the raw grinding technology, which, while perhaps adequate for Norman raw materials, was useless for those used here. And by the time the first kiln was being commissioned at Ellesmere Port in 1913, the Norman plant was already being scrapped. It is somewhat curious that the company was launched around the time that the article on Norman in The Engineer was published.
Newells, who refurbished the plant after WWI, might have dug them out of the hole they were in, but the equipment supplied was again decidedly dated, and when the plant became the centre of attention in the Red Triangle period, its only real virtue was its size.
In the first article, Bertram Blount, who was evidently familiar with the plant, uses it as an example of a "typical" dry process plant. He says:
"The following description of a plant for dry raw materials may be taken as typical, and for clearness a plant actually running is chosen, but it must be understood that modifications would be necessary in some cases, the instance given being regarded as an example only."
The raw materials are a hard limestone and a shale. The limestone is crushed at the quarry and the larger pieces are sent to chemical works (Note 1). The smalls are shipped to the cement works. The crushers are ordinary jaw crushers, and the material is sized by rotatory screens similar to those used for sorting road metal. The smalls are about one inch in their largest dimension. The limestone rock is substantially dry. The shale is quarried from the hillside and taken by trucks to the crushers and screens, and then by a travelling band to large hoppers on a railway siding (Note 2). From these it drops into trucks and is sent to the cement works. As the material is a shale its condition as regards moisture varies appreciably, and, moreover, will be altered in the course of its journey according to the weather.
The limestone coming by water is stored in bins at the wharf and thence dropped into trucks which are hauled to the cement works a short distance away (Note 3). The shale is delivered by rail direct to the works. Both are shot into storage bins and dried in rotatory driers of the Ruggles-Cole type. These driers have already been described. From these the dry materials, still about one inch cubes, are elevated to hoppers over weighing machines, where their proportions are adjusted (Note 4). The material from the weighing machines is dumped into a hopper, and thence fed to a revolving cylinder, where it is roughly mixed (Note 5). It is still un-ground. The function of the cylinder is merely to make an approximate blending of the two materials. The materials are then discharged into the boot of an elevator, which lifts it to the top of the building and discharges it on to a belt conveyor, which delivers the mixed material to the mill hoppers. From there it is released to the mills, which may be ball and tube, Griffin or Fuller (Note 6), all of which have been described. As perfect admixture is not so easy with dry raw materials as with wet ground to a slurry, the ball and tube equipment has advantages, as the tube mill has a considerable capacity, and small errors of proportions adjust themselves there (Note 7). The mills deliver into a common conveyor, and the material is elevated to the main storage hopper, whence it is distributed to the kiln hoppers (Note 8). The material is extracted by a screw conveyor and fed to the kiln. In some works it is damped as it goes in to prevent the dust, which would otherwise be carried by the draft of the kiln into the stack. The kilns are of the same build as those used in the wet process and have already been described. The remaining stages of the process are identical with those already mentioned, and the product is handled in the same way. The preparation and injection of fuel is also the same. The essential difference of the two processes is that in the case of the dry process it is as necessary to have the raw materials thoroughly dry as it is in the wet process to have them thoroughly wet, and that there is certainly more difficulty in making a homogeneous mixture of dry limestone and shale than there is of chalk and clay. But the difficulty is easily met by exact working, and the working of dry materials by the wet process, though possessing merits from this point of view of intimate admixture, does not commend itself thermally.
In one case the clinker is taken from pits below the kilns on a conveyor, elevated and distributed in dumps (Note 9). The same conveyor receives the stored clinker and carries it to a cross belt, which conveys it to the mill hoppers. From the mills it is conveyed to the storage bins and thence to the automatic packing machines. It will be seen that in modern practice as little man-handling as possible is done — a great contrast to older methods. But there is an economic limit in this matter. The wear and tear of belts and conveyors, and their frequent breakdown because they handle such a dusty and gritty material as cement, must be set off against the cost of manual labour, and it is sometimes a nice point to decide when mechanical methods should stop and barrow-pushing begin (Note 10). The writer is familiar with works of both types where the supposed advantage of one plan or the other has been driven unreasonably far. In short, the local conditions must be considered by some one not wedded to a system, however good in itself.
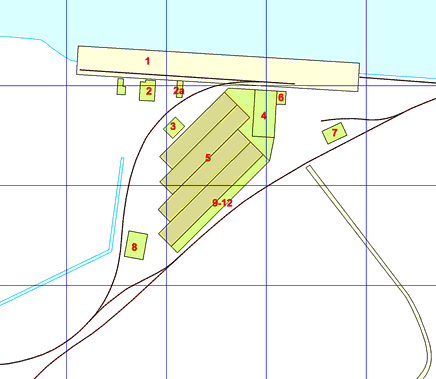
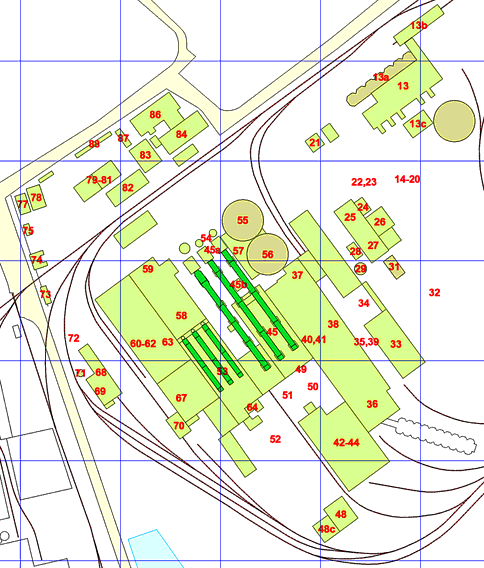
The second article is the 1925 insurance schedule, describing the plant after it had been extended in 1920-1921 with two larger Newells kilns, and converted to wet process. Later - not long before the plant closed, the plant was further expanded with a third Newells kiln (No 6), another rawmill, new coal mills, two new finish mills and a range of twenty cement silos. In addition to the descriptions, details of the assessed values of the items are given in the schedule: for brevity, I have not included these, or non-fixed assets, or the many details relating to fire precautions. The details, along with the map and the various aerial photographs, allow a reasonable interpretation of the plant flow. The plan referred to is missing, and in the absence of this, I have added my own plans with items tentatively identified.
Item
Plan Ref
Description
THE WHARF
1
1
The Open Timber Built Wharf, on the Manchester Ship Canal, having thereon four hoppers and two electric travelling cranes and occasionally locomotive and steam cranes.
2
2
The Limestone Crusher House, iron and concrete built, containing two crusher mills and two electric motors 440 V (90 and 75 HP) and elevators and conveyors (Note 11).
3
2a
Entrance to Sunk Belt Conveyor House, timber and corrugated iron built, containing 5 HP (440 V) Electric Motor for driving Belt Conveyor from No. 2 Hopper.
4
3
The Electric Sub-Station and Transformer House, part one storey and part (a) two storeys in height, iron and concrete built. Current obtained from Mersey Power Co.'s Station (Note 12).
5
4
The Elevator House, timber and glass built with timber and felt roof, two storeys in height, adjoining and connected with next mentioned, and containing electric motors and starters.
5
The Four Limestone and/or Shale Storage Bins, Nos. 1 to 4, constructed of timber and iron on brick walls, and having three wagon ways and reinforced concrete tunnels under. A timber built platform or gangway connects all said bins, which have band conveyors over each.
6
Loading and Discharging Platform, iron and concrete built, fitted with special cowl and smokestacks.
Said 4, 5 and 6 on plan all adjoin and communicate.
6
7
The Cement and General Works Store, constructed of corrugated iron on steel supports.
7
8
The Canal Water Pump House, concrete built with elevated water tank over, containing three electric motors (440 V, 10 HP each).
8
9
The Men's Messroom, timber and felt built.
10
10
The Boiler House, (for messroom last mentioned) and constructed of concrete.
11
10a
Gear Store, constructed of timber and felt.
12
11
The Foreman and Checker's Office, timber and felt built.
14
12
The Temporary Joiners' Shop, timber built with timber, felt and corrugated iron roof.
Plan of wharf area
Item
Plan Ref
Description
CEMENT WORKS
16
13
The New Wet Grinding Mill, iron and concrete built, three lofty storeys in height, first storey containing four 350 HP 3000 V AC Electric Motors (driving four tube mills and the machinery in second floor), elevators, conveyors, small electric motors (440 V) and switches, also mechanical slurry well (Note 13). Second storey, BALL MILL HOUSE, containing four mills, feed tables, pulleys and other gear (Note 14). Third storey containing driving shafts and gear for elevators, "Trix" separators and other such-like plant.
17
13a
The limestone, shale and such-like Hoppers, concrete built with iron roof over.
18
13b
Locomotive Shed, corrugated iron built.
Nos 13, 13a and 13b on plan all communicate.
19
13c
Slurry Pump House, iron and concrete built, containing two three-throw pumps, 20 HP (440 V) electric motor with switches and connections (Note 15).
20
13d
Electric Motor House, corrugated iron built on concrete slurry well.
21
13e
Two sets of Slurry Elevators, concrete and timber built.
22
14,15
The two Temporary Work Stores, timber and corrugated iron built.
23
16
Lumber Store, brick built with iron roof.
24
17-20
Four Huts, timber and corrugated iron built, occupied as follows: No 17, Store for Sacks; No 18, Store for Packing Materials; No 19, Riggers' Store; No 20, Paint Store and Painters' Shop.
25
18a
Platelayers' Cabin and Tool House, timber and corrugated iron built.
The two Sack Store Sheds, timber and corrugated iron built.
28
The buildings all adjoining and communicating, occupied as follows:
24
Sack Warehouse, concrete built with iron roof.
25
Sack Warehouse, brick built and slated, containing one sewing machine worked by electric motor.
26
Sack Store, timber built with iron roof, containing one sack shaking machine driven by 3½ HP electric motor 250 V.
27
Cooperage Store, brick built and slated.
29
28
The Foreman Cooper's and Sack Foreman's Offices, brick built and slated.
30
29
The Artesian Well and Electric Air-Lift Pump House, brick and iron built with water cistern over.
32
31
The iron built Elevated Water Tank - 40,000 gallons capacity (Note 17) - approached by iron stairs.
33
32,32a
Cask Making Shop, timber and corrugated iron on brick piers, containing one circular saw driven by 10 HP electric motor.
34
The buildings all adjoining and communicating, occupied as follows:
33
Stave Drying and Tool Sharpening Shops, built of asbestos sheets on wood and steel supports, roofed with iron and glass and containing one stave oven stoked from outside and fitted with an automatic conveyor on top thereof for carrying the staves over the oven only, also two emery grinders and one stove.
34
Cooperage(Note 18) (one lofty storey in height), similarly built and containing 12 blocks, 4 hydraulic trussing bells, two head rounding machines, tonguing and grooving machines, two jointing machines, one circular saw, one chiming and crozing machine, two hydraulic pumps and accumulators, one long bench for wood-working, also seven power metal working machines.
35
Private Railway Siding and Loading Shed, one lofty storey in height, similarly built.
39
Private Railway Siding and Loading Shed, one lofty storey in height, built of iron.
35
36
The Cement Packing and Loading Shed, steel and reinforced concrete built with part glazed roof (Note 19).
36
The buildings all adjoining and/or communicating, occupied as follows:
37
Elevator House, concrete and iron built.
38
Cement Warehouse, one lofty storey in height, concrete and iron built.
40,41
Cement Warehouse and Bins with Elevators, one lofty storey in height, concrete and iron built with timber floors (Note 20).
42-44
Cement Clinker Crushing and Grinding House, part one, part two and part three storeys in height, built similarly to last-named and containing three "Fuller" grinding machines, two Griffin mills, six ball and six tube mills, four steel dust collectors and the necessary rope and/or belt drives, elevators, conveyors, four electric motors, 3000 V and 350 HP each and other smaller electric motors and starters (Note 21).
37
45
The Kiln House, one lofty storey in height, iron built and containing two rotary kilns, coolers, gravity conveyor, elevators, electric motors and starting gear (Note 22).
38
45a
Dust Housings, brick built with Slurry feeds attached.
39
45b
Electric Motor House, concrete and iron built, containing two 50 HP Electric Motors for driving Rotary Kilns (Note 23).
The Electric Sub-Station and Transformer House, brick built with concrete roof.
43
48a
The Electric Transformer House and/or Main Sub-Station, part one and part three storeys in height, iron and concrete built, occupied on first storey as Cement Works Electric Switch House, second storey as Mersey Power Company's Distributing Control Centre and third storey empty.
44
48b
The Mersey Power Company's Transformer House, (the transformers therein bring 3000 V to 440 V), iron and concrete built with large wood doors.
45
48c
The six Transformers (33 kV to 3 kV), together with the two concrete sheds used as Oil Cooler Houses, all in the open.
46
The buildings all adjoining and/or communicating, occupied as follows:
49
Elevated Bucket Conveyor and Turning House, iron built (Note 25).
50
Cement Clinker Store, built of iron and concrete and part glazed, containing elevator and overhead conveyor last mentioned.
53
Kiln House, similarly built, containing three coal dust fired rotary kilns with steel chimneys, iron coal dust hoppers, electric motors and starters and a steel stage next to No 58 on for feeding from Slurry Feeders (Note 26).
53a
Electric Sub-Station.
58
Pulverising House, one lofty storey in height, similarly built and containing three "Fuller" mills, four Griffin mills, one ball and tube mill, dust collectors and electric motors and starters. Limestone is fed from wood stage to overhead metal hopper with wood spouts (Note 27).
59
Limestone Bin, brick, concrete and iron built, with overhead conveyor on wood supports.
60
Small Metal Store, and temporary workshop, constructed of iron.
62
Repair Store, iron built, containing spare parts for Ball and Tube Mills, elevator heads and gear, electric motors, starters, one 300 kW generator and 450 (b) HP gas engine from producer gas plant disused (Note 28).
63
Limestone Store, one lofty storey in height, constructed of iron and concrete, containing metal hopper bottoms, elevators and overhead conveyor (Note 29).
64
Coal Mill, one lofty storey in height, brick and iron built, and containing two Fuller grinding and three Griffin mills, coal store with bins, electric motors, three rotary fire heated drying machines with steel chimney and iron stage, steel dust collectors with canvas sleeves inside, also electric motors, starters and elevators. There is also an unloading place for coal with metal hopper bottoms in ground (Note 30).
65,66
Covered Wagonways, constructed of iron.
47
51
The Millwrights' Workshop, concrete built with iron roof on wood frame, occupied as Stores and Office.
48
52
The Elevated Worm and Belt Conveyors, constructed of iron, used above and below ground for coal and cement clinker.
The two Mechanical Slurry Wells (ferro-concrete), in ground and having electric motor connected (Note 13).
51
57
The Slurry Pump House, basement and one storey in height, iron and concrete built, containing two pumps and electric motors (Note 32).
52
61
Electricians' Shop and Store, iron built, containing a timber and glass built office in part.
52a
Fitting Shop and Smithy, one lofty storey in height, steel and corrugated iron built with corrugated asbestos roof, adjoining and communicating with Electricians' Shop and Store marked 61 on plan.
53
67
The Cement Bag Store and Coal Store, timber, corrugated iron and asbestos built.
55
68,69
The Loco Shed, and the Men's Mess Room, adjoining and communicating, both iron and concrete built.
56
70
The Timber-built Open Coal Stage, for locomotives.
57
71
The iron Locomotive Water Tanks.
58
72
The iron Producer Gas Plant, in the open, at present disused (Note 28).
59
73
The timber and felt built Night Watchman's Cabin.
60
74
The brick built and slated Timekeeper's Office.
61
75
The timber and felt built Ambulance Room.
62
76
The Boiler House, constructed of iron on timber frame.
63
77
The Women's Mess Room, timber and felt built.
64
78
The Works' Garage, timber built with corrugated iron roof, having small office in part.
65
78a
Cycle Shed, timber built, with corrugated iron roof.
66
The buildings all adjoining and/or communicating, occupied as follows:
79
Cement, with corrugated iron roof Store for Machinery and Sundries.
80
Timber and corrugated iron built Store for Patterns and Sundries.
81
Timber and corrugated iron built Store for Works Sundries.
68
82
The General Works Store, corrugated iron, timber and glass built with iron roof, having office in part.
70
82a
Store for Grease and Iron Pipes, timber built.
71
83
The Oil and Paint Store, brick and timber built with corrugated iron roof.
73
84
The Laboratory, Chemist's Store and Lavatory, brick built and glazed.
75
85
The Water Closets, brick built and slated.
76
86
The Offices, Board Room, Kitchen and Dining Rooms, brick built and slated.
78
The buildings all adjoining and/or communicating, occupied as follows:
87
Brick built and slated Weighbridge and Traffic Office.
88
Timber built Cycle Shed.
89
Brick built and slated Telephone Exchange.
Cement Works Plan
Having transcribed the above, I subsequently found a prospectus for a share issue associated with the final addition to the plant in 1927-1927, which included kiln 6, a raw mill, coal mills, finish mills and a block of silos. This was sourced from the Western Daily Press, 19/7/1926.
ABRIDGED PROSPECTUS
The Company, which is a member of the Cement Makers' Federation and one of the best-known producers of Portland Cement in this country, is the owner of valuable Cement Works at Ellesmere Port and Shale and Limestone Quarries at Garth and Little Orme, North Wales, together with lands, buildings, railway sidings, rolling stock and equipment.
The Company's properties have been inspected by Messrs. Michael Faraday and Partners (Note 33), of 77, Chancery Lane, London, and the following Report and Valuation has been received from them:-
77, Chancery Lane, London, W.C.2.
2nd July, 1926.
E. H. Murrant, Esq., Chairman, Ship Canal Portland Cement Manufacturers, Ltd.,
Furness House, Leadenhall Street, E.C.3.
Dear Sir,
In accordance with your instructions we have made a survey and valuation of your Works at Ellesmere Port and your Quarries in North Wales.
With regard to the latter there is a supply of limestone and shale at your freehold and leasehold quarries which far exceeds the life of the Works at Ellesmere Port, hence these Works may be said to have an inexhaustible supply of limestone and shale, and their value to the Company is increasingly enhanced by their progressive development.
The output of your Quarries has shown consistent expansion over the past five years. The Company's jetty is situate alongside the Little Orme Quarries and has ample depth and accommodation for handling an output far in excess of anything yet attained, and there is no reason why the expansion in output above referred to should not continue (Note 34).
The Cement Works are situate on the Company's own freehold in an extremely favourable position, possessing their own deep water wharf on the Manchester Ship Canal. The Wharf is capable of accommodating at all states of the tide ocean-going steamers (Note 35), there being a minimum depth of twenty-eight feet of water.
The frontage of the property to the Canal amounts to approximately 1020 feet (Note 36), and the wharf is equipped with electric and steam cranes, sidings and storage, arranged for dealing simultaneously with traffic both outwards and inwards.
The Company in addition have direct access to the Shropshire Union Canal, which adjoins their property, and also are connected by sidings with the London, Midland and Scottish and the Great Western Railways.
The Company consequently have adjoining their property facilities for transport by sea, canal, rail and road.
From our survey of the Works we are of the opinion that, by the completion of the expenditure of a relatively small sum on the work in progress your concern will be able to produce over 260,000 tons of Portland Cement per annum (Note 37).
We are of the opinion that with an output of this magnitude the plant, which is modern, will operate upon an exceedingly economical basis.
We may say that the Company's product is well known and has an excellent reputation. It complies in every respect with the British standard specification, and exceeds the most exacting requirements. There is an increasing demand for the Company's output, and the following figures indicate the remarkable development of the business (Note 38):-
OUTPUT OF PORTLAND CEMENT, STANLOW WORKS, ELLESMERE PORT
year ending 31 Mar
Tons
1922
50,718
1923
87,331
1924
109,829
1925
162,090
1926
181,280
Notwithstanding the General Strike (Note 39) and the continued stoppage of the mines, the output for the current year is already in excess of that for the corresponding period of the previous year, whilst the demand shows every indication of still further expansion (Note 40) .
We have valued your freehold and leasehold Land, Minerals, Farms, Livestock, Deep Water Jetty, Buildings, Plant and Machinery, Sidings, Rolling Stock, etc., situated in North Wales; also your Freehold Land, Deep Water Wharf, Buildings, Plant, Machinery, Sidings, Rolling Stock, etc., at Ellesmere Port. Incorporating the stocks and stores as certified by the Company's accountants and the value accruing to the properties as the result of additional extensions which are in progress, we are of the opinion that the total value of your properties as a going concern is One Million Five Hundred and One Thousand Six Hundred and Twenty-Four Pounds (£1,501,624).
We are, dear Sir, yours faithfully,
(Signed) MICHAEL FARADAY AND PARTNERS.
In the year 1924 a complete reorganisation was effected of the Company's capital, while the management and conduct of the business was brought to a very high standard of efficiency.
For the year ended 31st March, 1925, the Company paid a dividend on its Ordinary Shares at the rate of 5 per cent. and for the year ended 31st March, 1926, at the rate of 7½ per cent.
As the result of the reorganisation referred to above the Company's business has made very satisfactory progress. Upon the completion of the extensions to the plant and the installation of the additional kiln and its equipment, the company's output capacity will be 5,250 tons a week or over 260,000 tons per annum, after allowing for the usual periodical overhaul of plant (Note 37).
Notwithstanding the recent General Strike the company was able to continue manufacturing uninterruptedly, and, by reason of having its own deep water wharf on the Manchester Ship Canal, was in a position to make deliveries. For the same reason the Company is enabled to import coal direct to its works, and is thus assured of continuing its plant in full production.
A detailed inspection of the Company's properties has recently been made by an independent expert, Mr James Thomas Phelan, formerly (Note 41) Vice-President and Managing Director of the Allentown Portland Cement Company of America, whose service the Company has been fortunate in securing, and he will in future act as its Production Manager, and he has also accepted a seat on the Board.
The demand for Portland Cement of the quality produced by the Company was never more consistent than at present, and in the opinion of the Directors is assured for many years, having regard to the requirements of Government and Local Authorities, Housing and Road Construction schemes, and the increase of private building enterprise.
The Company, as will be seen from the Report of Mr Phelan, is most favourably situated for the transport of its raw material, and has a very active market for its product within easy radius of its plant.
The following Certificate has been received from Messrs Holmes and Son, Chartered Accountants, 33, Paternoster Row, London, E.C.4, and Messrs W. T. Walton and Son, Incorporated Accountants, 141, Fenchurch Street, London, E.C.3, as to the profits since the reorganisation referred to above:-
London E.C.
14th July, 1926
To the Directors of Ship Canal Portland Cement Manufacturers, Ltd.
Gentlemen,
In accordance with your instructions we have examined the books and accounts of Ship Canal Portland Cement Manufacturers, Ltd., for the two years ended 31st March, 1926.
The net profits for those years, before charging interest, depreciation, and taxation (Note 42), were:-
For year ended March 31, 1925
£80,486/0/1
For year ended March 31, 1926
£108,062/16/0
The Assets and Liabilities of the Company, based as regards the Freehold Land and Buildings and the Plant on the valuation of Messrs Michael Faraday and Partners and as regards the remaining Assets and Liabilities on the Balance Sheet at the 31st March, 1926, were as follows:-
Freehold and Leasehold Land, Buildings and Plant as valued by Messrs Michael Faraday and Partners
£1,501,624
Sundry Debtors, less provision for Bad and Doubtful Debts
£94,445
Cash at Bank and in hand
£42,306
£1,638,375
Deduct Liabilities
£105,265
NET ASSETS (EXCLUSIVE OF GOODWILL)
£1,533,110
We are, Gentlemen, yours faithfully,
(Signed) HOLMES & SON
W. T. WALTON & SON.
The Company has already entered into contracts at satisfactory prices for the supply of over 200,000 tons of cement, and in the opinion of the Directors the sales for the current year will show a substantial increase over those referred to in Messrs Michael Faraday and Partners' Report.
The proceeds of this issue are being applied in the redemption of the Company's existing Debentures and Bank loans, and to provide for the extensions and the installation of the additional kiln. In the opinion of the Directors the Company will have ample working capital for its requirements.
DIRECTORS.
Ernest H. Murrant, 56, Leadenhall Street, London, E.C.3. Director of the British Maritime Trust, Limited (Chairman).
Oliver J. S. Piper, Cement Works, Ellesmere Port (Managing Director).
James Thomas Phelan, Old Court Mansions, Kensington, W.8 (Production Director).
Lord Stanmore, C.V.O., Goldings Manor, Loughton, Essex, Director of the Union Assurance Society, Ltd.
Herbert S. Sugden, Cheyne House, Cheapside, London, E.C.2, Solicitor.
SECRETARY AND REGISTERED OFFICES - J. J. Biggar, Cement Works, Ellesmere Port.
LONDON OFFICE - Billiter Square Buildings, E.C.3.
Notes
Note 1. The limestone came from the Little Orme, on the east of Llandudno Bay. The limestone was of very high purity and low magnesia. By selective crushing, the chemical industry (also mainly on the Mersey) got the best grade, while the cement plant received a slightly lower purity due to a higher proportion of interstitial material. Limestone was also shipped to west coast steelworks, notably those in Scotland. The Little Orme quarry had a wharf from which limestone could be loaded into 12000 ton ships (the limit for the canal). The round trip from the cement plant was 147 km. At the plant's peak capacity, 7000 t/week was needed. The storage at the plant wharf had a capacity of about 17000 tons.
Note 2. Although undoubtedly there were closer shale sources, the shale was obtained from a quarry 4 km south of the limestone source. In addition to the long distance, it was also inland and could not benefit from sea transport. The quarry was near Mochdre station on the main North Wales coast railway. The rail trip was lengthy and complex, needing to go through Chester and a reversal at Hooton, so the trip time was probably lengthy and variable - hence the concern about moisture content. Because of the high purity of the limestone, a relatively large amount of shale was required - probably 2200 t/week for the 7000 t of limestone above.
Note 3. Rail haulage from the wharf silos to the rawmill silos, with the concomitant double handling, remained the process throughout the life of the plant.
Note 4. Evidently the dry materials were batch weighed. If the weighers were accurate, and the materials varied little in composition, this might have yielded reasonable results, but in practice the control must have been poor.
Note 6. The insurance schedule confirms that the dry process rawmills consisted of three Fuller mills, four Griffin mills and a ball-and-tube set. It is uncertain whether these were progressively added as rawmill undercapacity emerged, or whether they simply decided initially to buy a cocktail of mills. One would imagine that the Griffin mills would have produced an extremely coarse grind, which would be unuseable with these materials.
Note 7. Since the tube mill residence time was around 20 minutes, only variations with a cycle time of a few minutes could be smoothed by this. The claim sounds like desperation.
Note 8. It is implied that there is no further blending, and the insurance schedule adds no further information, but it may be that overflow meal was recirculated from the kiln hoppers back to the main storage hopper. From the photographs, the latter was not large - 300 t at the most.
Note 9. It's not clear whether he's talking about Ellesmere Port here, but coolers are not mentioned in the schedule, and the kilns may have had integral cooling extensions such as at Masons.
Note 10. This argument remained valid (if it was, even then) only while plants remained very small, and equipment remained unreliable. Reference to Norman, which attempted an early barrow-free plant, shows how handling equipment for small outputs, unless badly over-designed, tended to be flimsy. Full mechanisation only came into its own when a certain critical size of plant was reached - perhaps around 100,000 tonnes a year. At Ellesmere Port, although material was "not touched by human hand", pathological multiple handling made the system very inefficient, and the workforce approached 1000 at its height.
Note 11. According to Blount, all the raw material crushing was done at the quarries. The first crusher was probably added to improve the initial dry process rawmilling, and the second was probably added when kilns 4 and 5 were installed.
Note 12. This was at Percival Lane, Runcorn, and supplied the south bank of the Mersey as far as Ellesmere Port. The line reached Ellesmere Port in 1921, and the change from on-site generation probably dates from then. It could be that my original date for start-up of Kilns 4 & 5 (1920) should be 1921, as they would otherwise have required a major upgrade of the on-site generators.
Note 13. The three "slurry wells" were standard 66 ft sun-and-planet mixers, sunk 10 ft into the ground. This arrangement saves space and allows rawmill product to move by gravity, but the take-off pumps have to be in a pit below ground level - never a good idea.
Note 14. Newells were evidently still supplying ball-and-tube mill sets, although by 1921, "combination" mills had become standard. A fifth rawmill unit was subsequently added when kiln 6 was installed, and judging by its smaller footprint, it was probably a combination mill.
Note 15. For transferring the slurry to the kiln feed mixers.
Note 16. This was all that remained of the old power house, and remained disused.
Note 17. With flat out operation, the plant would have needed 120,000 gallons of water per day for slurry making alone, plus cooling water.
Note 18. The extraordinarily elaborate and expensive process behind despatch of cement in barrels continued here in the mid 1920s. Part of the last-gasp reinvestment in the late 1920s was to build a steel-drum factory to replace the cooperage - another example of the mis-directed management of the company.
Note 19. "Warehouse" storage was evidently still used, and added to, although silos were usual by 1920. A set of twenty 250 t concrete silos was finally put up just before closure.
Note 20. No contents are mentioned, but the contents insured value was fairly high, and Blount implies that they had Exilor packers.
Note 21. The best interpretation of this "dog's breakfast" is that the Fuller and Griffin mills were the original installation, then two small ball-and-tube sets were added when the former proved inadequate. Presumably the four larger ball-and-tube sets were added by Newells in 1920-1921. Since these four were capable of comfortably grinding the entire output of the five kilns, they must have been intended to completely replace the old plant. Once again, by 1920, combination mills were preferred to ball-and-tube mills. Two 750 HP combination mills were subsequently added in 1927-1928 with a view to increasing the peak grinding capacity. These, and the new kiln 6, were the only equipment worth re-locating after the Blue Circle takeover.
Note 22. Here are Kilns 4 and 5. The kiln house encloses only the hot ends of the kilns.
Note 23. As at other installations of the time, the kiln motors are in a building at ground level, between the kilns, with long belts up to the gearboxes on the drive piers. As a result, the kilns rotate in opposite directions.
Note 24. The air filter and fan house are both small items, and were probably for pressurising the kiln motor house. All the kilns ran on natural draught.
Note 25. This sounds like a ropeway for conveying clinker from the kiln house to the store.
Note 26. Here are Kilns 1-3, initially dry process but now fed with slurry. The absence of any mention of coolers suggests that they had integral cooler extensions. The raw material driers are not mentioned and may by now have been removed. The layout suggests that neither these nor the coal driers used process waste heat: they had their own coal-fired furnaces.
Note 27. This is the dry rawmill house as mentioned in Blount's account: see Note 6 above.
Note 28. The producer gas plant was used to run a gas engine and generator before the external electrical supply was installed.
Note 29. It is unclear whether this and the bin (No. 59) are for raw material or for dry rawmix. Either way, they were by now out of use.
Note 30. In the 1927 aerial photographs, the rotary coal dryers were being taken out, and presumably the whole coal plant had been replaced.
Note 31. These are the stacks for kilns 4 and 5. The later kiln 6 stack reverted to masonry construction.
Note 32. The pumps were for circulating slurry around the five kiln feeders.
Note 33. This is Philip Michael Faraday, and the valuation firm is alternatively Faraday, Rodgers and Eller.
Note 34. A somewhat cavalier statement - there are innumerable examples of plants that started out with "inexhaustible" raw materials, and ended up shutting down because they had run out. Such assessments rarely anticipated the future consumption rates. In this case however, today the remains of the Little Orme quarry, taken back to the hilltop and down to the 10 m contour, contains 17 million tonnes of high grade limestone, sufficient for 54 years run at the proposed output, and probably over 100 million tonnes if the quarry were extended.
Note 36. Long enough for two ships of maximum canal size.
Note 37. During the plant's history, the peak annual clinker production was actually about 244,000 t, with all kilns running.
Note 38. The trend shown is merely the effect of the gradual implementation of the 1920-1922 uprate programme, including two much larger kilns. With Blue Circle undertaking major rebuilds of its plants, it was easy to dispose of extra production during this period.
Note 39. This was in May 1926. The Lancashire coalfield remained out until October, but imports were readily available.
Note 40. National clinker production continued to expand from 2.5 Mt in 1920 up to a peak of 4.6 Mt in 1929, followed by five years of slump, in which most of the inefficient plants - including this one - were shaken out.
Note 41.Lesley (1924) mentions him as VP of Allentown, which operated a 140,000 tpa dry process plant at Evansville PA, commencing operations 1910. Why was he fired?
Note 42. EBITD is always an attractive metric for companies in trouble, particularly if, as with the cement industry, their operations are capital intensive. Depreciation, even charged at a modest rate, would be around £75,000 a year, and given the fact that the plant was virtually a write-off six years later, a much higher charge was justifiable. Of course depreciation is not much of a problem if, every time you run out of money half-way through putting in a new kiln, you have a new share issue. The mugs who bought those shares ended up much poorer after a few years.

 Plan of wharf area
Plan of wharf area
 Cement Works Plan
Cement Works Plan